Spent the entire day finishing the side access, and the cover plate to seal it up.
Since Birmingham is another "steel city," getting the proper material to do the job is only a matter of knowing where to go. Some time ago, in anticipation of using it to make a header flange, I picked up a 2' long piece of 7/16" thick angle.
I decided that that was what I'd make the cover plate instead.
Let me tell ya, whatever the original intent of that piece of steel was, using it to make a cover plate proved a challenge. This stuff has to be the hardest steel I've yet tried to cut with standard home shop tools.
A jig saw? No freakin' way. A sawzall w/ a brand new 14 tpi blade? Laughable.
I have a hand held band saw, but the cut I had to make was too wide, and the stock hit the saw, and the cut was wandering all over the place.
Solution? A 39.00 4.5" angle grinder w/ a 1/16" cut off wheel.
I had the piece cut in 5 minutes.
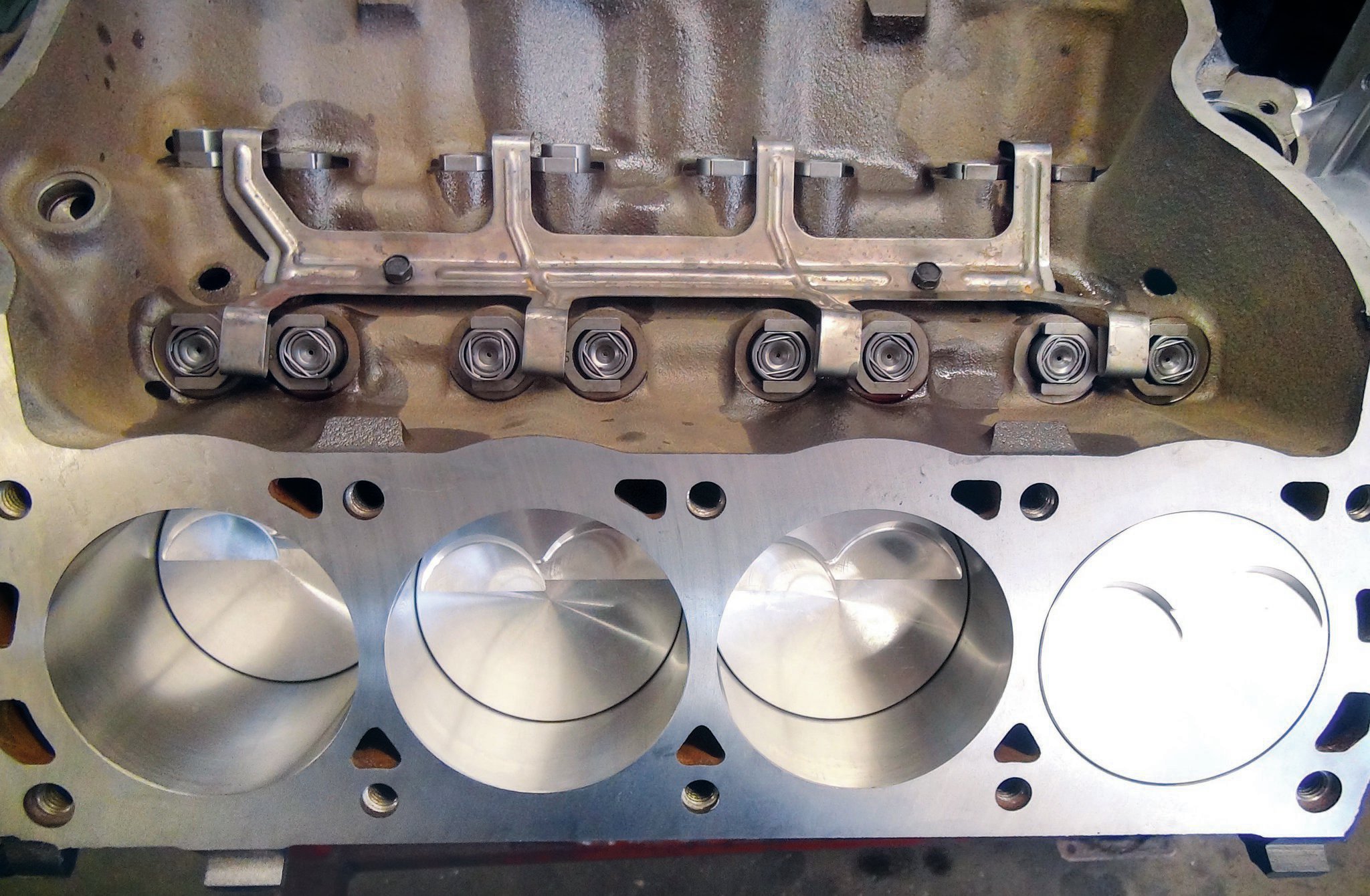
I had already cut all of the access holes a few days ago, so after I got my piece cut, I finished cutting out the nooks, and crannies required to make it fit.
The other thing I did when I cut the access holes was flatten the mating surface. No easy task considering all I had to do that with was that same angle grinder, and a mill file.
The next thing I did was fit that plate, and measure for the gazillion 1/4- 20 holes that I had to drill, and tap around the perimeter of the opening.
I bolted the bottom plate using 1/4 x 3/4 Allen head cap screws. The top plate is glued to the block, so I added a .095 piece of 1-1/4 bar on top of it, and bolted it to the glued plate to bring the top plate level with the bottom, so I could add the gussets I planned for earlier.
Now the problem w/ adding those gussets is that they are sitting directly on top of another plate tat is epoxied to the side of the engine. It doesn't take a brain surgeon to determine that the heat soak that would come off of trying to weld those gussets in place would compromise the bond of the epoxy. So I tacked it in place, unbolted it, and moved it to another piece of 1/2" flat plate that would act as a backer to hopefully keep the cover plate from warping when I welded it.
So a few of you may be thinking that I have solved the problem of being relegated to using a future failure flat tappet camshaft.......and may be considering doing the same.
Better plan on what your gonna do to fit a distributor back in the engine.
I already did that too.
I plan to use EDIS. The distributor in my engine only has to drive the oil pump.
It's not done yet, I cut off the top of the main shaft right below the centrifugal advance mechanism. I left only enough material on top to keep it from falling through the distributor body. I'm gonna look for some sort of threaded sleeve so I can fit it over the nub that remains, and thread some cap on top to finish it off.
I also spent some money today. Bought my 300 harmonic balancer, my f150 flex plate, and my 95 Cobra M/C all from RockAuto. I placed a " make offer" bid on a Sanden 508 Chinese A/C compressor, and bought 6 60 lb hr injectors from EBay.
Good day,......got a bunch of stuff done, and a bunch of cool junk on the way.